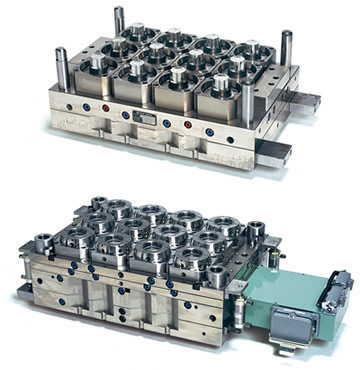
| Resin material | PP |
|---|---|
| Number of cavities | 16~48 cavities |
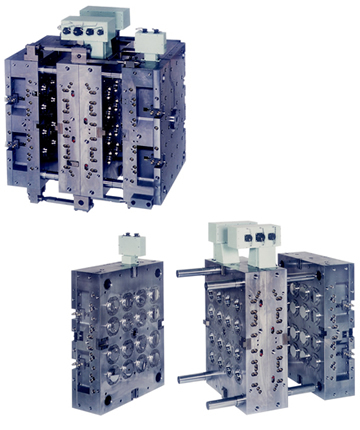
| Resin material | elastomer |
|---|---|
| Number of cavities | 16~128 cavities |
| Resin material | PP |
|---|---|
| Number of cavities | 2 cavities |
As it is PP, the shrinkage ratio is high, and stable molding is difficult to achieve with this material.
Therefore, we designed a system with a fast cycle and stable quality. We were creative with the cooling method etc. This kind of knowhow is our company’s original knowhow, so we cannot write in detail here. If you have similar difficulties, please do not hesitate to contact us.
| Resin material | PS |
|---|---|
| Number of cavities | 6 cavities~32 cavities(stack mold) |

| Resin material | PP-PE |
|---|---|
| Number of cavities |
-Problem experienced by customer
The product unit price is extremely low and it is difficult to make a profit without a high volume of production, so the customer requested product cost cutting proposals.
Also, the product start-up time is extremely short and they requested cooperation in a quick start-up.
-Method of resolving problem
We took measures to increase cavities and ensure a high cycle.
-Creative measures employed in manufacture
We work on mold creation, participating from the product development stage through to product design review, making proposals considering filling efficiency and weld measures.
-What were the customer’s comments upon completion?
Maintenance frequency was cut for the existing mold, contributing to a significant increase in productivity. We would like to have Fuji Seiki’s cooperation in our future product development.
| Resin material | PP |
|---|---|
| Number of cavities | 6 cavities~12cavities |

| Resin material | PC(GF30%) |
|---|---|
| Number of cavities | 1 cavity or 2 cavities |
-Problem experienced by customer
The customer requested cooperation with differences in level in mold layout of appearance part, roundness precision, mold cycle, a shorter time from arrangement to production start-up, and reduction of product unit price.
-Method of resolving problem
We improved mold rigidity and precision and increased cycle and reduced costs by proposals on product shape.
-Creative measures employed in manufacture
We utilized improvements in jobbing precision by 4-axis processing machinery and our knowhow of processing fixtures and controlled parts precision using dedicated measuring equipment and controlling inspection data.
-What were the customer’s comments upon completion?
The difference in level of layout of the product was greatly reduced, and mold parts values strictly controlled, making it easier to make corrections using comparative assessment with product measurement and improving product quality.
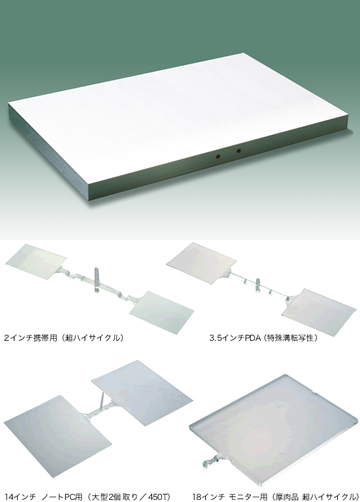
| Resin material | PMMA |
|---|---|
| Number of cavities | 1~2 cavity |
![]()