生産効率の向上 | 精密金型と射出成形の不二精機
精密金型と射出成形に最高のクオリティを。
精密金型と射出成形に最高のクオリティを。
金型は、均一冷却・同時冷却が基本ですが、製品の形状(肉厚が厚い部分がある場合等)に応じて、冷却回路を変更することが重要です。
理想としては、樹脂を流すときには型温度を樹脂温度に近くに設定し、充填完了後に冷却することが最適です。
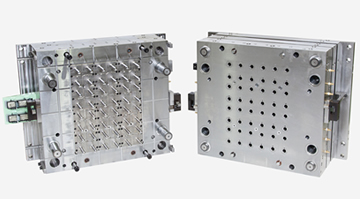
不二精機の精密金型は、独自の冷却構想に基づき、最適な冷却構造を備えています。
金型のホットランナー化は、成形サイクルの短縮だけでなく、使用樹脂材料の低減が可能となります。
不二精機はホットランナーに関して、豊富な経験を有しております。
使用する樹脂および成形品形状によって、最適なホットユニットを提供いたします。
また、使用樹脂によっては、自社でホットランナーをカスタマイズして対応しております。
キャビティの寸法精度を上げることにより、キャビ間の充填バランスがよくなり結果射出圧力を低くすることが出来ます。
よって従来使用している成形機で成形品を、より多く取ることが可能となります。
また、限られた金型スペースに射出圧に耐え得る剛性を確保したうえで、コンパクトな金型設計を行います。
ただし、単なるレイアウトの問題ではなく、適正な鋼材・熱処理・表面処理への配慮を行います。
不二精機では部品精度を確保している為、互換性があり組替えが可能です。
ハイサイクル・多数個取りにより、これまで2台使っていた成形機が1台で生産できるようになりました。
矢野:不二精機の冷却技術は、外観だけでそのすばらしさが判ってもらえます!!
![]()